Anbau einer CNC-Steuerung an die alte Drehbank
20.02.2004: Da der Umbau noch nicht abgeschlossen ist,wird es mit den technischen Daten
und der Dokumentation noch etwas dauern...
Deshalb hier nur eine kurze Beschreibung der geplanten Umbaumaßnahmen.
Die ca. 80 ( !!!! ) Jahre alte und noch voll funktionsfähige Maschine
soll etwas aufgepeppelt werden.
Dazu gehört neben dem Anbau eines größeren Motors auch der Umbau von Flachriemen
auf Keil−Flach−Antrieb sowie die Entwicklung eines 4−fach Stahlhalters.
Über einen Frequenzumrichter wird eine stufenlose Drehzahlregelung möglich sein.
Ebenfalls geplant ist der Anbau einer 2−Achs−Schrittmotorsteuerung.
Das Ganze soll zunächst mit einer älteren,
aber funktionsfähigen Demo−Version der NC−Software PCNC gesteuert werden.
Später ist eventuell der Wechsel auf das CNC−Programm PCDreh geplant.
18.07.2004: Der Umbau ist fast abgeschlossen. Die Drehzahlsteuerung mittels einem 7,5 kW starken SiemensMidiMaster-Frequenzumrichter funktioniert. Die Steuerung für die beiden Schrittmotoren ist in einem alten PC−Gehäuse untergebracht. Die Motoren für beide Achsen sind montiert, ebenso die Referenzschalter. Die beiden Motoren arbeiten im Halbschrittbetrieb, das heißt, jeder Motor muß pro Umdrehung 400 Einzelschritte machen. Die kleinstmöglichen Verfahrwege betragen 0,0053mm für den Längsschlitten und 0,0037mm für den Quersupport. Fotos folgen in Kürze.
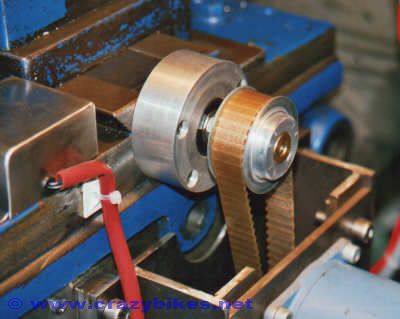
06.09.2004: Die esten Bilder der kompletten Maschine sind jetzt da. Ich habe gemerkt, das PCNC für eine Drehbank doch nicht so geeignet ist wie ich gedacht hatte, da es ja ein reines Fräsprogramm ist. Ich werde mich deshalb nach einer anderen Software umsehen müssen. Ein anderes Problem sind die Spindeln. Da diese uralten Spindeln über die gesamte Länge unterschiedlich abgenutzt sind, ist natürlich auch das Umkehrspiel an jeder Stelle anders. Diese Unterschiede liegen im Hunderstel−Millimeterbereich. Aber während eines Programmablaufes summiert sich die Abweichung schnell auf zwei bis drei zehntel, da die Software keine Abweichung im Umkehrspiel erkennen kann. Daher wird als nächstes in den Quersupport eine 16mm ISEL−Kugelumlaufspindel mit 2,5mm Steigung eingebaut, Diese Spindel kann dann spielfrei eingestellt werden. Hier nochmal ein Bild der Originalspindel mit Handkurbel:

15.12.2004: Um den Platz für die Kugelumlaufmutter zu schaffen, musste der komplette Schlitten abgebaut und zur Bearbeitung auf die Fräsmaschine gewuchtet werden.
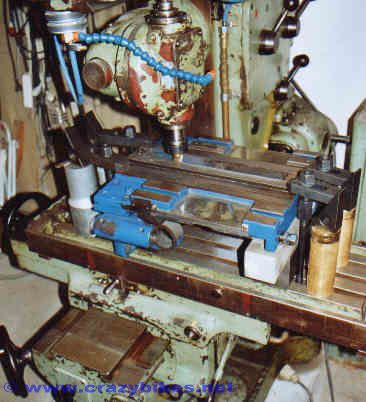
Und hier die neue Kugelumlaufspindel:
13.9.2005: Bei längeren Programmen und vor allem im Sommer erhitzt sich der Motor für die X−Achse auf ca. 75 Grad, obwohl der Laufstrom und der Ruhestrom nur auf ein Drittel des maximalen Wertes eingestellt ist. Deshalb wurde aus Aluminium ein Kühlkörper hergestellt und mit einem Lüfter versehen. Hier ein Bild von der Bearbeitung des Kühlkörpers mit dem Ausbohrkopf auf der Fräsmaschine:

Der Kühlkörper ist mittels einer Schelle auf dem Motor befestigt und leitet die Wärme jetzt zuverlässig ab.

Bei dieser Gelegenheit habe ich auch gleich die schon lange geplante Abdeckung für den Zahnriemen mit angefertigt. Damit ist jetzt auch der Lüfter vor Spänen geschützt.

Weitere Bilder folgen demnächst...
Klicken Sie auf ein Bild, um es zu vergrößern












